
点胶机出胶量不一致
点胶机出胶量不一致决于以下几个要素:胶水粘度、压力大小、供胶时间以及瞬间断胶性能。
上述四个因素当中,胶水粘度依据胶水材料不同而变化。常用胶料的粘度值在1000到100000单位之间。在粘度固定的条件下,压力越大,胶水吐出速率越高;粘度和压力固定,供胶时间越长,出胶量越大;瞬间断胶性能越好,出胶延时和拉丝滴漏现象越少。
为了实现对吐出量的精确控制,点胶设备必须做到调压准确、定时无误、断胶性能良好。
调压准确与否,首先要正确认识胶水粘度与气源压力的关系。通常而言,粘度越高,意味着流动性越低。只有在表征粘度的CPS值与气源压力值两者之间建立正比关系,才能确保一定的胶水流动速率,从而实现对胶水流量的准确把握。此外,调压时需要注意,压力值升高到一定程度以后,吐出的胶水流会对工件形成相应的冲击力,当冲击力大到某个程度以后,将会因为反作用力而出现喷溅现象。故此,压力值的适当范围是既要能保证胶水不发生喷溅,又可以在工人技能等生产条件可以达到的条件下实现最快出胶,从而提高工作效率。
由于胶水材料的丰富多样性,在高端的点胶设备当中,表征供胶量大小的参数都不是ml等容积单位,而是时间单位。这是因为:时间固定,根据胶水粘度调节好压力大小形成确定的速率,出胶量也就确定了。供胶时间的精确性则取决于电磁阀的精度。迈硕点胶设备采用的电磁阀响应速度可以达到0.007秒,体现了当今世界电磁阀产品的最高精度。
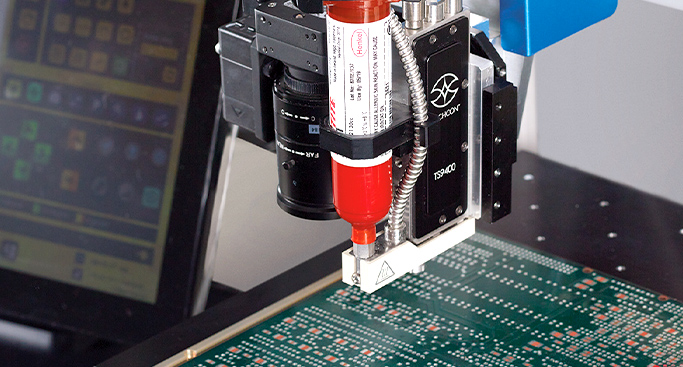
点胶机出胶量不一致还决于当胶水粘度较低时,在没有施加任何压力的情况下,胶料也会因为自身重力而向下滴漏。一旦发生胶水滴漏现象,精准点胶往往也就无从谈起。因此,高精度点胶必须解决无压力下的滴漏现象。Techcon TS941点胶阀采用回吸技术,可给胶料提供适当的负压。
这个负压是一个常开设置,当压出胶料的正压切断以后,负压在同一瞬间显现出来,“消灭”出胶延时并及时“拉住”向下滴漏的胶料,从而实现瞬间断胶。









请先 登录后发表评论 ~